Solvent selection study for North Sea Platform
- Review the simulation results from various solvent supplier to check that company’s overall processing requirements (operating conditions, circulation rates, solution loadings, filtration rates, heat duties, specific reboiler duty, stripping rate, etc.) are satisfied.
- Assess hydraulic performance of column packings and trays using vendor software.
- Assessment of all Heat Exchangers performance for the revised conditions.
- Review of flash drum including flash gas rates.
- System hydraulic checks for various solvents using existing pumps.
- Review of Solution filtration requirements.
- Review of Regenerator /reboiler hydraulics.
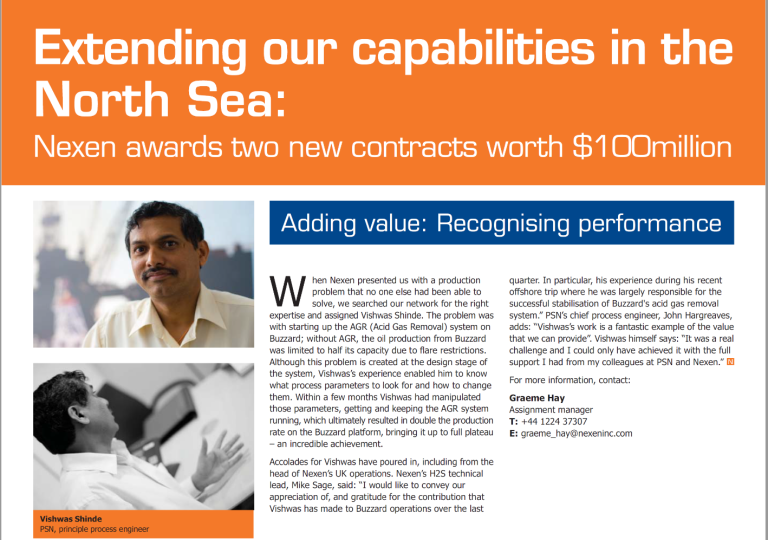
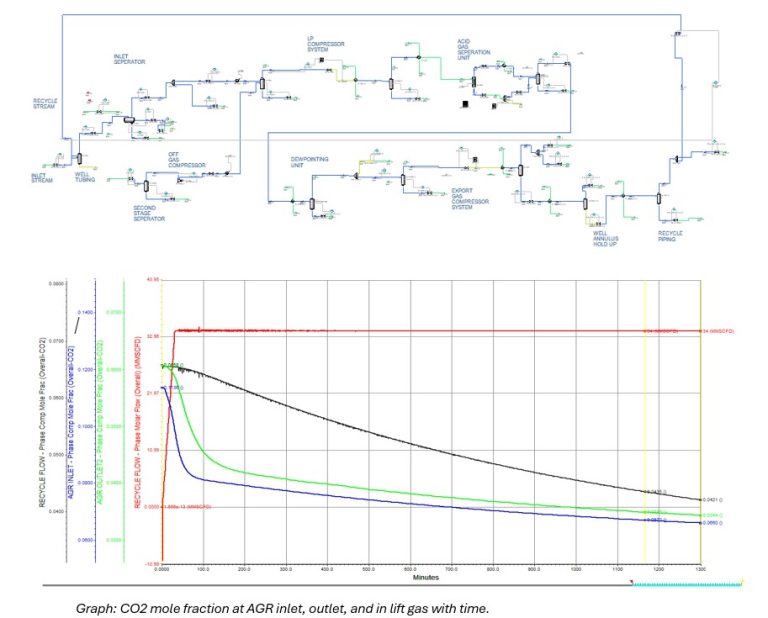
UK North Sea Platform -AGR unit Operation Optimization
- Foaming issue (retrograde condensation) –Absorber inlet temperature optimization
- High Flaring (high solubility of HC in amine solvent) –Optimized the absorber operating pressure
- Higher H2S in outlet gas spec –Preferential absorption managed by changing the activator concentration and removal of top absorber packing bed (lowering the CO2 absorption)
Results Achieved
- As a result of continuous smooth operation of Acid Gas Removal unit oil production increased from 80000 bpd to 180000 bpd.
Flaring of the platform reduced extensively
UK North Sea Platform -AGR Flash Gas Recovery
- Recycling of heavy hydrocarbons leading to high foaming in Absorber –Flash Gas redirected as assist gas saving good quality fuel gas.
- High Flaring due to frequent AGR trip–Optimized the absorber inlet gas composition by re-adjusting the recycle streams
Results Achieved
- Increased gas export by improved AGR availability and saving good quality gas
- Reduced flaring.
UK North Sea Platform Booster Pump–Low Suction Pressure Trip
- Booster pump low suction trip set point (absolute pressure) based on required NPSH caused several pump trips– Changed to dynamic set point adjustment according to separator pressure.
Results Achieved
- Improved pump continuous operation & pump availability.
- Improved production performance by avoiding platform trips and hence minimizing the platform flaring.
UK North Sea Platform Blowdown – Low Temperature Issue
- Localized cold spots (Integrity Issue) caused by liquid collection in low points during blowdown – Moved the blowdown valve near to the low points locations.
- Hydrate formation during blowdown leading to Blowdown Restriction Orifice blockage causing delayed blowdown – Single RO changed to multiple orifice assembly.
Results Achieved
- Improved blowdown performance
- The concerns about mechanical integrity ( lower temperature than Minimum Design Temperature) and hydrate blockage were removed to improve the plant availability and staying within the allowable risk level.
UK North Sea Platform NGL Pump–Multiple Seal Failure (average frequency once in month leading to revenue loss of $300,000 per day)
- Multiple NGL Pump Seal Failure leading to NGL export loss – Pressure fluctuations in LT Separator was causing vapor breakout at seal faces and hence dry running of seal faces. LT Separator pressure controller tuning dampened the pressure variation.
- Hydrocarbon emission due to seal failure – Stable LT Separator pressure reduced the seal failure.
Results Achieved
- Availability of NGL Pumps improved to export NGLs along with crude oil export achieved revenue gain of $300,000 per day.
- Reduced risk level (personnel exposure).
UK North Sea Platform Oil Export Pipeline–Vibration Issues
- High flowrates through export control valve results in unacceptable vibration levels – Recommend to use two control valves in parallel to stay within the vibration levels by sharing the flow load and hence avoiding flow induced vibrations.
- Potential risk to export pipeline and hence loss of containment – Vibrational analysis of the pipework carried out and checked adequacy of the pipe supports.
Results Achieved
- Significant reduction in crude export pipework vibration levels and hence minimal risk of fatigue failure.
UK North Sea Platform Souring of the Field–High H2S content in reservoir fluid than envisaged
- Higher H2S in AGR inlet overloading the amine unit – the souring of the field was due to high sulphated sea water injection. Recommended to install Sulphate Removal Plant (SRP) as part of Sea Water Treatment Scheme.
Results Achieved
• Souring of field and hence higher H2S production in the reservoir fluid kept under control.
Late Life Extension Project UK North Sea
- Issues (Without Life Extension): Integrity issues, Increasing OPEX, Decreasing base production, Prematurely reduced field life
 Scope covers Process Simplification, Process Control and Safety System upgrade, Structural Integrity assurance program, Topsides Integrity assurance program, Infill Drilling program
Scope covers Process Simplification, Process Control and Safety System upgrade, Structural Integrity assurance program, Topsides Integrity assurance program, Infill Drilling program
Typical Asset Life Extension benefits
- Additional revenue 3.8 billion
- 50% operating cost reduction
- 30% risk reduction
- 300 million deferred decommissioning cost
BW Offshore – Produced Water Injection System Modifications
- High DP across filters within PW system causing filter elements damage– Water hammer study conducted, and recommendations shared
- Altering the Shutdown Valve closing time (slow closing between 85% to 100% closing)
- The recommendation proposed was cost effective and easy to implement than what client wanted to implement
Chevron – Produced Water Guidelines
- Prepared Produced Water Guidelines on the available technologies.
- Provided the main features of each produced water treatment technology, including a description of the principle of operation, expected efficiency, typical operating range and the main factors influencing performance
- The main control features of each technology were described and typical installations P&ID’s shown to illustrate the main features of the equipment in a typical full scale installation
Design Review of Akal J Desalting & Produced Water Treatment System
- Reviewed the equipment configuration and associated instrumentation and controls for sustainable performance
- The selection of suitable chemical injection (emulsion breaker and desalter chemicals) was critical for achieving the required separation efficiency
- Corrosion issues due to high H2S were addressed. The by-products of the corrosion process were acting as an emulsion stabilizer agent reducing separation efficiency.
North Sea Platform Produced Water System Review
- Carried out Buzzard PW Degasser design assessment.
- Reviewed the operability of the degasser vessel.
- Reviewed the potential for scale formation due to the commingling of the seawater and produced water streams.
- Reviewed the possibility of installing temporary CFU downstream of Hydro-cyclone and upstream of degasser to achieve better PW quality.
Fire Water Network Analysis for Perenco UK
- Adequacy check of Fire Water Ring Main – Conduct Hydraulic study of fire water network for the expanded facility.
- Transient analysis covering startup, shutdown, simultaneous operation of Jockey, Electric and Diesel Driven pumps.
- Water hammer/surge analysis.
Dynamic Simulation Case Studies for E-1570
- TCV-1570 closure Delay introduced to avoid pressure surge (cause of temp excursion).
- Existing model provided by PDMS was modified to high fidelity Hysys dynamic case for this study.
- Steady state model for heat exchanger loop was also built to validate H&MB and initial condition before running scenario.
- Detailed gas-glycol exchanger loop was modelled for rigorous dynamic simulation results.
- Cases were run to find out effect of maximum acceptable metal temperatures on PST time (PST times for different temperature).
- Finding out effect of ambient temperatures on startup time (Different pipe insulations were detailed in model for getting rigorous results).
- Finding out temperature excursion during start up after hot shutdown.